
HDPE Material Pulverizer Machine
Introduction
An HDPE Material Pulverizer Machine transforms high-density polyethylene granules or clean regrind into uniform, free-flowing powder demanded by rotational moulding, coating, and compounding. In HDPE processing, control is the real differentiator: steady feeding, disciplined temperature management, optimized disc geometry, and efficient dust extraction. When these elements are engineered correctly, plants get repeatable powder fineness with minimal thermal degradation and stable bulk density.
HDPE is stiffer and denser than many polyethylene grades, so the pulverizing system must be capable of handling higher load while keeping the polymer below softening conditions. Consistent powder quality improves mould charging accuracy, reduces surface defects, and helps achieve more uniform wall thickness in the final product.
Quick insight: Uniform HDPE powder improves charge distribution inside moulds, reducing cold spots, pinholes, and shrinkage variability.
Process Flow & Working Principle
Process stability tip: When you see rapid amp fluctuations, check feed uniformity, disc condition, and screen loading before increasing motor rating.
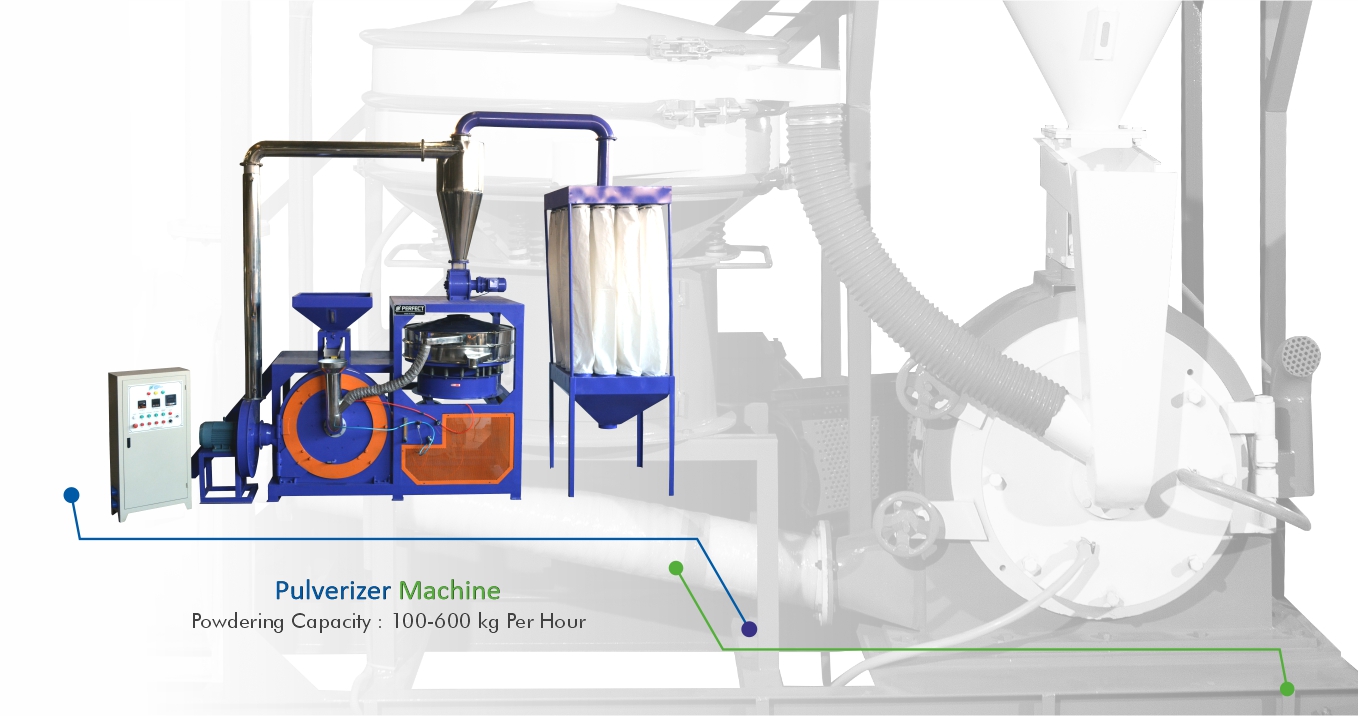
Design Highlights & Machine Anatomy
The best HDPE pulverizer designs focus on consistent output, robust construction, and predictable maintenance. Below are the key design elements that influence throughput, fineness stability, and operating cost.
Optimized Disc Geometry
Hardened disc segments maintain sharp edges longer, supporting stable PSD and reducing energy spikes as discs wear.
Cooling System Capacity
Dual air/water circuits stabilize grinding temperature, especially important for fine powder targets and summer operations.
Drive & Bearing Integrity
Precision bearings and rotor balancing reduce vibration, extend disc life, and improve overall machine reliability.
Dust Collection Efficiency
Cyclone plus bag filter improves yield by capturing fines, and supports housekeeping and operator safety goals.
Process Monitoring
Current, temperature, and vibration indicators help identify screen loading, disc wear, and cooling issues early.
Service-Friendly Layout
Quick-access doors and fast screen swaps reduce downtime during grade changes, cleaning, and preventive checks.
Technical Specifications (Typical Range)
Technical values vary by model, resin grade, and target fineness. Use the ranges below for initial planning and validate final numbers during plant trials and commissioning.
| Parameter | Entry-Level | Mid-Range | High-Output |
|---|---|---|---|
| Throughput (HDPE) | 120–180 kg/hr | 220–320 kg/hr | 420–520 kg/hr |
| Main Motor Power | 50–60 HP | 75–100 HP | 110–125 HP |
| Disc Diameter | 350–400 mm | 450–520 mm | 560–600 mm |
| Cooling | Air | Air + Water | Enhanced Air + Water |
| Typical Fineness | 350–500 µm | 300–400 µm | 250–350 µm |
| Collection | Cyclone | Cyclone + Bag Filter | Cyclone + Bag Filter + Return Loop |
| Controls | Digital readouts | Digital alarms | Recipe monitoring + telemetry |
Planning note: For recycled HDPE, throughput can reduce at the same mesh due to variable feed morphology. Improve consistency using washing, drying, and pre-screening.
Powder Quality & Performance Metrics
Powder quality is not just micron size. It includes PSD shape, bulk density, flowability, and thermal history. Tracking these metrics helps plants reduce rejects and maintain stable moulding cycles.
- Particle Size Distribution: Narrow PSD supports uniform wall thickness, better finish, and repeatable cycle behavior.
- Bulk Density: Impacts charging accuracy and part weight repeatability; stable density reduces rework.
- Thermal Stability: Controlled temperature prevents discoloration and odour, and protects resin properties.
- Flow Characteristics: Free-flowing powder improves mould coating and reduces pinholes and waviness.
- Moisture Level: Dry powder prevents clumping and reduces porosity during moulding.
Quality control tip: Run sieve analysis and bulk density checks per shift when starting a new resin grade or when disc segments are replaced.
Selection Checklist & Sizing Tips
Selecting the right HDPE pulverizer depends on throughput target, fineness requirement, available utilities, and your plant’s operational pattern. Use this checklist for fast, practical evaluation.
- Confirm your target micron range for the application, commonly 300–400 µm for rotomoulding.
- Choose disc diameter and motor power based on required kg/hr at your target mesh and ambient temperatures.
- Prefer dual cooling when running fine screens or continuous shifts to avoid powder agglomeration.
- Ensure cyclone and bag filter capacity matches your airflow to reduce carryover and improve yield.
- Ask for stable feeder controls to reduce current spikes and maintain consistent fineness.
- Plan floor space for safe maintenance access, screen change, and dust collection service.
- Run trials with your actual HDPE grades, including additives and recycled blend, before finalizing capacity.
Sizing shortcut: If your rotomoulding line consumes 300 kg/hr powder, size pulverizer for 20–30% headroom to handle grade changes and screen wear.
Maintenance & Reliability Playbook
Maintenance discipline directly affects powder consistency and operating cost. A planned routine reduces unscheduled stops, protects discs and bearings, and keeps energy consumption stable.
- Daily: Check abnormal noise, temperature trends, and airflow. Inspect cyclone discharge and filter pulses.
- Weekly: Inspect disc segments for wear, clean screens, and remove powder build-up from ducts.
- Monthly: Verify alignment, check belt tension, lubricate bearings as per schedule, and inspect electrical terminals.
- Quarterly: Measure vibration levels, review kWh/kg trends, inspect cooling circuit, and audit spares readiness.
- Spares: Maintain discs, screens, bearings, seals, and filter bags for quick recovery during breakdowns.
Reliability KPI: Track kWh/kg and mesh pass-rate. Sudden drift indicates disc wear, screen blockage, cooling shortfall, or feed inconsistency.
Safety, Environment & Compliance
HDPE powder handling requires safety focus on dust, static electricity, moving parts, and maintenance lockouts. A well-managed safety program reduces incident risk and supports clean plant operation.
- Use PPE for dust and noise, and enforce lock-out/tag-out for all service work.
- Ground ducting and machine body to minimize static charge and spark risk.
- Maintain negative pressure at collection points to prevent powder escape.
- Keep housekeeping consistent; avoid powder accumulation near panels and motors.
- Document SOPs for grade changeover to prevent cross-contamination and quality issues.
Compliance note: Dust extraction, proper earthing, and safe waste handling should be aligned with plant safety standards and local regulations.
FAQs
Is HDPE harder to pulverize than LLDPE?
Yes. HDPE has higher density and stiffness, which increases grinding load. Proper disc geometry, cooling, and steady feed control improve consistency.
What micron size is commonly used for rotomoulding?
Most rotomoulding operations use 300–400 microns for stable mould filling and surface quality, depending on product thickness and cycle requirements.
Can the machine process recycled HDPE?
Yes, if the material is sorted, washed, and dried. Trial runs help tune screen size, cooling, and feeder settings to keep powder quality stable.
How do I improve yield at fine meshes?
Improve cooling capacity, maintain sharp disc segments, keep screens clean, and stabilize feed rate. Watch amp spikes as an early indicator of overload.
What causes powder clumping?
Moisture, insufficient cooling, or high chamber temperature can cause agglomeration. Dry the feed material and verify airflow and cooling performance.
What should be monitored during operation?
Track motor current, product temperature, vibration, filter differential pressure, and sieve results to maintain stable PSD and prevent unplanned downtime.
Contact
If you are planning HDPE powder production for rotomoulding or recycling, share your target micron, expected kg/hr, and resin grade details. A structured trial plan helps finalize sizing and cooling configuration for stable quality.











